




皮带斗式提升机在使用过程中常常会出现皮带跑偏现象,造成料斗盛料不充分,卸料不彻底,回料增多,生产率下降,严重时皮带卡边、撕裂,减少皮带使用寿命。本文分享斗式提升机皮带跑偏的原因及调节方法。
一、头轮滚筒滚面磨损,造成滚面中间低凹,两边凸出。
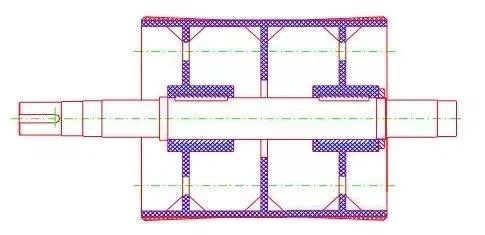
图1
原因:由于斗提机的长时间运转,皮带与滚筒中间部位长时间摩擦,造成滚筒中部表面镀胶层磨损形成凹面(如图1所示形状)。滚筒滚面出现凹面后,皮带就要出现跑偏,而且跑偏忽左忽右,不易调节。
该类皮带跑偏现象经常出现在皮带斗式提升机的使用过程中,但由于滚筒密封在斗提壳体之间,再加上皮带遮挡不易被人发现。此类跑偏出现的现象是皮带在头轮滚筒位置来回跑偏,无法调节。
处理方法:如果皮带斗式提升机出现此类跑偏现象时,可将磨损的胶面剔除,重新镀胶。但要注意,镀胶时胶面*好镀成腰鼓形胶面。(如图2)要让滚筒中间胶面高于边缘胶面5mm左右,也就是说镀胶后滚筒中部直径要大于边缘直径10mm左右。这样处理后,皮带在滚筒上运行时由于向心力的作用,只会在滚筒中心运行,不会再出现跑偏现象。
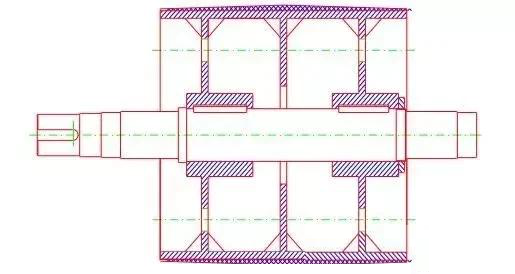
图2
二、尾轮鼠轮滚筒滚面磨损,造成滚面中间低凹,两边凸出。
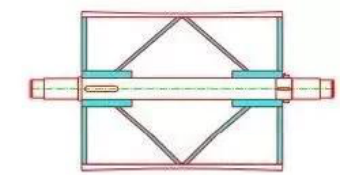
图3
原因:由于制造原因或长时间磨损原因,有时皮带斗式提升机尾轮滚筒也会出现滚面中间低凹,两边凸出的现象,导致斗提机尾部皮带跑偏严重无法运行,尾部皮带运行时忽左忽右,不易调节。
处理方法:如出现此类现象时,可将尾轮取出打磨。将鼠轮每根钢条两边高点打磨下去,*好是每根钢条中间部分要高于边缘部分5mm左右。如工作量太大时,可用气割将每根钢条延轴向割取,但要保证钢条边缘低于中间5mm左右。割完后用角磨机打磨光滑即可。经过处理后由于向心力作用,皮带运行时可保持在滚筒中心位置,不再跑偏。处理后的滚筒(如图4)。
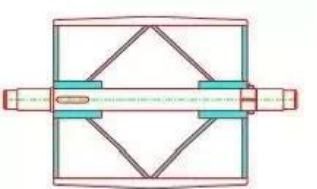
图4
头尾轮磨损造成的跑偏现象在斗提的使用过程中会经常出现。但由于头尾轮密闭在斗提壳体之中不易发现,容易被忽视。往往皮带跑偏时,找不出原因,为了不耽误生产,只能在壳体上下部位加装防偏轮来保证正常生产。
但加装防偏轮后会导致皮带边缘经常与防偏轮摩擦,造成皮带边缘磨损剥落,钢丝裸露断裂。裸露断裂的钢丝在运转中极易缠绕于斗提头尾轮轴上,造成皮带撕裂以至于斗提落架等事故的发生。
三、皮带接头不正,造成斗式提升机皮带跑偏。
斗式提升机更换皮带时,由于操作不规范,导致接头偏斜也会造成提升机皮带跑偏。该类跑偏处理比较麻烦,需重新接头。如果接头灌胶处理后更不易处理。
所以,在更换新皮带后,在接头灌胶以前要调试皮带,如接头不正,要提前处理。处理好后,再做接头灌胶处理。这样就可避免不必要的麻烦。
四、头轮滚筒不水平,也会造成提升机皮带跑偏。
该类跑偏一般出现于新安装的皮带斗式提升机,由于安装误差,头轮滚筒不水平造成斗提皮带跑偏。处理时只要将头轮找水平即可。其允许误差为0.1mm/m。
五、头、尾轮安装不正,头尾轮中心不在同一垂直面内也会造成提升机皮带跑偏。
该类跑偏现象一般也出现于新安装的斗式提升机。如发现斗提头尾轮不在同一垂直面内找正即可。其允许偏差为1000mm垂直高度不超出1.5mm,累计*大中心偏差不超出5mm。
以上是皮带斗式提升机常见的几种皮带跑偏现象,正确安装,合理使用,做好日常维护保养,才能有效降低设备故障率。

 豫公网安备 41071102000655号
豫公网安备 41071102000655号