





 常规振动落砂机
常规振动落砂机 大功率振动落砂机
大功率振动落砂机 双层振动落砂机
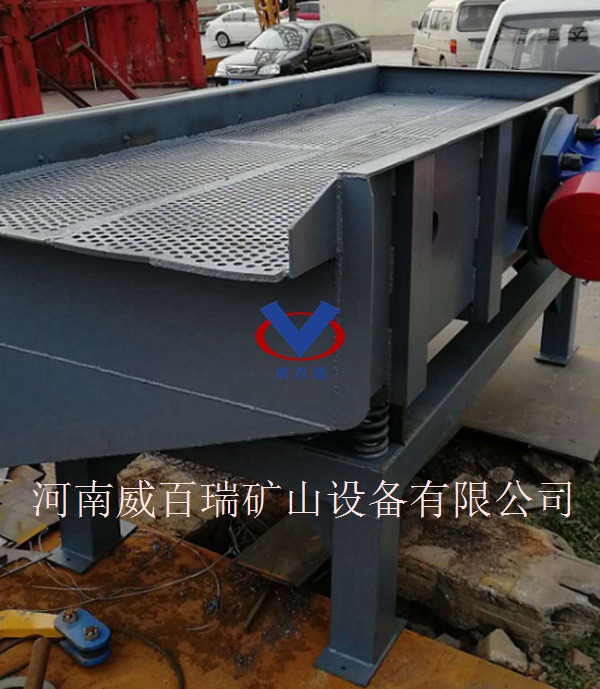
双层振动落砂机 长方形振动落砂机
长方形振动落砂机一、落砂机的使用及应用范围
本落砂机适用铸造车间手工造型和机械化造型浇铸台的大型落砂,使铸型和砂箱分离,砂型和铸件分离,分离后的砂团进一步破碎,穿过棚格孔落到回砂皮带,铸造表面的粘结砂需到清理设备进行清理。
本落砂机适用砂箱尺寸2000*4500mm,有效负荷重(包括箱重)12吨(不得大于)。落砂机是使用范围较广的通用产品。
 二、落砂机的介绍:
二、落砂机的介绍:
目前,在铸造生产中普遍应用的落砂方法是振动法(撞击法),即利用铸型与落砂机之间的碰撞实现落砂、落砂机按产生振动的方法分为机械振动式和电磁振动式。机械振动式落砂机分为偏心振动式和惯性振动式,后者应用较为普遍。电磁振动式落砂机为我国*创,已在若于工厂采用:在一些高生产率的垂直分型无箱射压造型机生产线上,采用了滚筒落砂机进行铸型的落砂工作,以及有箱铸型先由捅箱机捅出后再经滚筒落砂机进行落砂。
![62XSV$D]IBO{A_DF`Z$L`DU](/Uploads/image/20190225/1551072933925287.jpg)
三、主要结构及工作原理
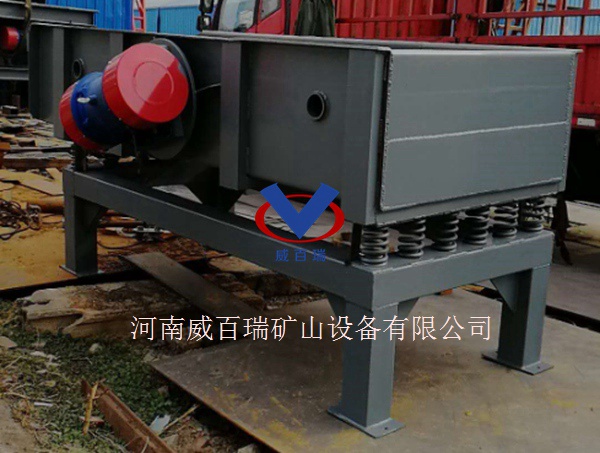
(一)落砂机的结构如图一示 主要有工作质体、隔振质体和底座三部分组成,全部采用焊接结构,工作质体由弹簧支撑在隔振质体上;隔振质体由弹簧支撑在底座上,隔振质体的端部对称安装一对反向同步运转的振动电机,振动电机的合力方向与工作质体的上平面垂直,形成一个双质体结构。
(二)落砂机工作原理
一对对称安装的振动电机反向同步运转,水平方向的分力相互平衡,垂直方向的合力使落砂机的隔振质体以一定的加速度作正弦振动,同时通过共振簧使工作质体以相同频率作正弦振动。铸型被抛起(带砂箱或不带砂箱)然后下落与棚床(工作质体)碰撞,砂型与砂箱分离,铸件与砂型分离。砂团被破碎后通过棚格孔落到回砂皮带上。由于振动电机的合力方向与工作质体上平面垂直,所以铸件不能自御,需起用吊设备吊离机器,完成一个铸型落砂过程。
![495EGE(_`N~YY]VY$E{L2FY](/Uploads/image/20190225/1551072941229632.jpg)
四、落砂机的操作与使用
落砂机安装调整之后进行以下工作
(一)机器空运行
按电气控制柜的起动按钮(单起或双起),机器空车运行工作之后,停机(单停或双停)并检查螺栓是否松动,如有异常现象,应进行二次紧固,一定要紧固到位,*对不允许松动。
(二)机器负载运行
浇后的砂型连同砂箱放在落砂机的棚格上,按上述方法使落砂机运行,即可进行落砂,为加速落砂,落砂过程可用起吊设备起吊几次,待铸型与砂箱*分离,将砂箱调离落砂机,完成一个落砂过程,即可进行下一次落砂。整个落砂过程起吊设备不得脱钩不得碰撞落砂机。
五、落砂机维护保养及使用注意事项
本落砂机使用的TD1系列振动电机的维护与保养方法,详见TO1系列电机使用说明书。

注意事项
(一)开机后,将待落砂的铸型(带砂箱或不带砂箱)放在棚上,为加速落砂,可用起吊设备吊住砂箱起落几次进行落砂。
(二)操作人员每日工作前检查机器的紧固件有否松动,发现问题应及时排除。
(三)弹簧断裂应及时更换,不得继续开机。
(四)振动电机周围严禁堆热砂、散砂。
(五)落下的热砂应及时运走,严禁在砂斗内储存热砂。
(六)当环境温度过高时,应有除尘装置,使机器得到冷却。
(七)机器启动如1min钟内摇摆不停应立即停机,检查电机是否缺相或偏心块调节方向有误或差值过大。
(八)电控部分如失灵检修后再用。
(九)操作者如听到不正常响声,应立即停机检查。
(十)操作者应及时清除栅格上金属堵塞物,以免影响落砂效果。
(十一)为延长振动电机的使用寿命,请不要随意开停落砂机,正常工作砂箱可不要胶钩,一型落砂后,可不停机继续再落。机器开停时间间隔不得小于10min。
(十二)发现机器有开焊部位应补焊后再使用。
(十三)机器应在底座部位接地。
(十四)电机每3-4个月换油一次(利用节假日),视磨损情况,每年更换电机轴承。
(十五)装备共振簧时,外径小的放在下部,每组外径基本相同,允差0.5mm,定做时,螺距须一次成形。
(十六)为检修不影响生产,请用户购2台备用电机,电机生产厂为河南新乡市新乡振动电机厂。
(十七)机器严禁超载。

六、售后服务
1、易损件以合理价格配套供应,亦可教会用户自行制作;
2、免费指导安装调试和培训操作维修人员;
3、不断把*新技术及工艺信息提供给客户,以使您的设备水平保持*;
4、客户因使用我厂机器出现问题,我方获得信息1小时内给予答复,并协助解决。
落砂
铸件的落砂是砂型铸造生产过程中的重要工序之一。落砂就是在铸型浇注并冷却到一定温度后,将铸型破碎,使铸型与砂箱分离,铸件与型砂分离。近年来,落砂设备虽然有了一定的发展,但它的机械化程度远远落后于造型机械化的发展。因此,如何进一步提高落砂清理的机械化与自动化程度是一项很迫切的任务。
清理属于铸件后处理工序,它包括清砂—除芯及清除铸件表面残留砂,去除浇冒口,表面清理,去除多余金属—除飞翅、浇冒口残余等,热处理,缺陷检查,修补与矫正,涂底漆 清理工序繁多,劳动量大.往往还伴有烟、尘、振动、I噪声和辐射热,生产效率低,一直是铸造生产的薄弱环节:因此,落砂与清理的机械化程度仍远远落后于造型等铸件前处理工序,从而制约了整个铸造业的进步与发展。
采用新的*的落砂与清理工艺,研制和使用高效清理机械。精化铸件,使生产出来的铸件具有*少的清理工作量,、也就是说不仪要注意提高清理工作本身的机械化、自动化水平,也应从铸件生产的全局入手,改善铸件的前处理工序,以达到从根本上减少甚至消除落砂与清理的工作。

偏心振动落砂机
偏心振动落砂机是机械振动落砂的一种,它的工作原理如下图所示。
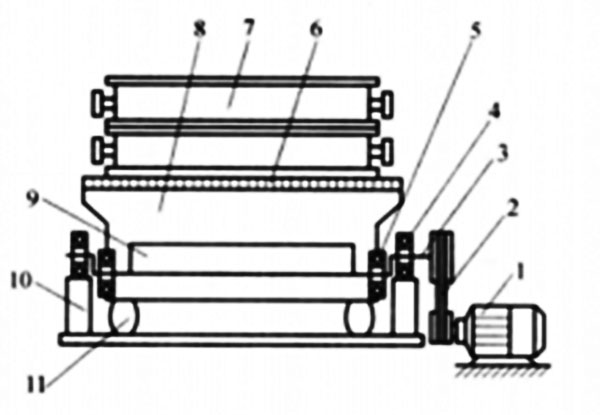
它靠一根转动的偏心轴3带动整个落砂机框架和栅格运动:偏心轴通过一对支架轴承4支承在底座的支承架10上,而轴的偏心部分通过一对框架轴承5与框架8及栅格6连在一起。当电动机1通过V带2带动偏心轴旋转时,使落砂机框架产生振动:放在栅格上的铸型不断地被抛起,然后又靠自重下落与栅格发生撞击.从而使铸型破碎,型砂经栅格孔落下运走,砂箱及铸件分别用运输设备送出,平衡重9与偏心轴相对布置,用以减轻支承轴承4所受的动载荷。
这种落砂机的主要缺点是撞击力全部由偏心轴及轴承所承受,并经由轴承传给机器的基础,因而大大降低了轴承等机件的使用寿命,并提高了对机器基础的要求。
滚筒落砂机
下图为冷却落砂滚筒。欲落砂的铸型山铸型输送机1逐个送入滚筒落砂机4的入口,并喷适当的水,目的是增湿冷却。铸型在滚筒中一面滚动,一面进行破碎,型砂进行混合,用风机将空气由滚筒落砂机的出口处吸入,经过滚筒由滚筒入口的除尘罩排出,这样达到降温冷却及除尘效果,因此在出口处的旧砂以及铸件均得到冷却。铸件落入铸件输送机5 中送往清理工部,旧砂经滚筒出口的筛孔漏入胶带输送机6上送出。
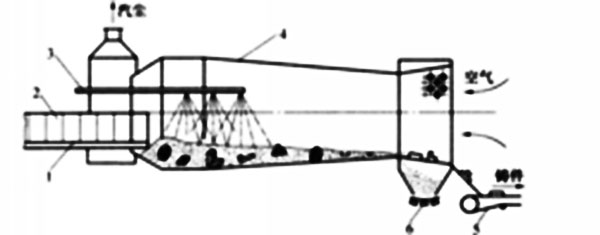
滚筒落砂机由于可以做到*密封,所以粉尘及噪声容易控制,劳动条件好。冷却滚筒落砂机可以同时完成落砂、铸件冷却、型砂破碎及冷却等几个工艺过程,所以目前应用越来越广。落砂滚筒的缺点是薄壁铸件在滚筒落砂过程中容易撞坏。
选择落砂机的原则
落砂操作对铸件的质量与损伤缺陷多少有一定的影响,选择一台合适的落砂机应考虑以下选择原则:
1、与生产量及生产率相适应
造型线上所用的落砂机应与主机的生产率相适应,即与造型线的生产节拍相适应。选用的落砂机生产率过低会使铸型积塞,过高则造成不必要的浪费,而且落砂效果与落砂机的长短也要相适应。落砂机效率低、过短,则铸件上的砂子落不尽;过快、过长,不但振坏铸件,而且也造成不必要的浪费。
2、根据铸型尺寸及重量大小选取
生产线一L,因铸件大小及重量基本恒定,落砂机的台面尺寸及载重量,主要是根据铸件尺寸大小及单位时间内通过落砂机的铸型数来选择机种与机型的。必要时可用两台串联。对于大件,根据一般经验,其落砂机的台面宽度应是铸型宽度与上下砂箱高度之和,或大于捅箱机捅出砂型的宽度200mm较合适。
非生产线上的落砂机应根据*常落砂的大件砂箱底面尺寸及重量来选用,而不能依不常落砂的大件及*大重量的铸件来选用,否则将会因所选落砂机台面及吨位过大而造成浪费。
另外,对*重件可采用分箱落砂,用桥式起重机吊着铸件即不摘钩落砂,铸型落砂前闷水等,都能减少落砂机的实际载荷,提高落砂效率,而不一定要选用大型落砂机。
3、与生产类型相配套
(1)铸件类型:一般铸钢件铸型难落砂;铸铁及非铁合金铸件易落砂且易振坏铸件,不宜选用大振幅落砂机;铸钢件刚浇完的铸型好落砂,铸铁件一般浇注后放的时问长些易落砂。
(2)砂箱结构:一般箱带高而密的砂箱比低而稀的难落砂,格子形砂箱比条形砂箱带难落砂,大砂箱比小砂箱好落砂,无箱造型更好落砂。
(3)型砂种类:干模砂、水玻璃砂等高强度型砂比潮模砂、黏土砂等低强度
砂型更难落砂。树脂砂能较好地落砂。
(4)车间工作制:平行作业、连续作业、两班作业、三班作业等,都与选用
落砂机的生产率及落砂机布置有关。
4、考虑铸件结构
一般形状简单铸件比复杂的好落砂。大铸件比小铸件好落砂,这是因为大铸件重,振动时向下的惯性力大,易脱离砂型。浇冒口大而多的铸件及铸型中带铁勾、铁条和钉子等越多,越不好落砂。薄壁件、精密件不能用大振幅落砂机,也不能用滚筒落砂机落砂。

























 豫公网安备 41071102000655号
豫公网安备 41071102000655号