





 电机振动给料机(
电机振动给料机( 电磁振动给料机
电磁振动给料机 坐式电机给料机
坐式电机给料机 坐式圆盘给料机
坐式圆盘给料机 不锈钢星形卸料器
不锈钢星形卸料器 坐式给料机
坐式给料机 吊式圆盘给料机
吊式圆盘给料机 振动料斗
振动料斗 星形卸料器
星形卸料器 微型给料机
微型给料机一、电磁振动给料机简介:
电磁振动给料机产品概述:电磁振动给料机广泛应用于矿山、冶金、煤炭、建材、化工、电力、粮食等行业,用于把块 状、颗粒状及粉状物料从贮料仓或其它贮料设备中均匀连续或定量的给到受料设备中。
二、电磁振动给料机产品主要特点:
⒈ 用途:
GZ系列电磁振动给料机广泛应用于矿山、冶金、煤炭、建材、轻工、化工、电力、机械及粮食等行业,主要用于把块状、颗粒状及粉状物料从储料仓或漏斗中均匀、连续或定量地给到受料装置中去。例如:向带式输送机、斗式提升机、筛分设备等给料;向破碎机、粉碎机等喂料;以及用于自动配料、定量包装等自动控制的流程中,实现生产流程自动化。
⒉ 特点:
电磁振动给料机是一种新型的给料设备,它和其它给料设备相比具有以下特点:
(1) 体积小、重量轻、结构简单以及安装、维修方便,无转动部件不需润滑,运行费用低。
(2) 电磁振动给料机由于运用了机械振动学的共振原理,双质体在低临界近共振状态下工作,因此消耗电能少。
(3) 由于可以瞬时改变和启闭料流,所以给料量有较高的精度。
(4) 本系列电磁振动给料机的控制设备采用可控硅半波整流线路,因此在使用过程中可以通过调节可控硅导通角的办法方便地无级调节给料量,并可以实现生产流程的集中控制和自动控制。
(5) 由于给料槽中的物料在给料过程中连续地被抛起,并按抛物线的轨迹向前进行跳跃运动,因此给料槽的磨损较小。
(6) 本系列电磁振动给料机不适用于300℃以上的灼热物料和具有防爆要求的场合。

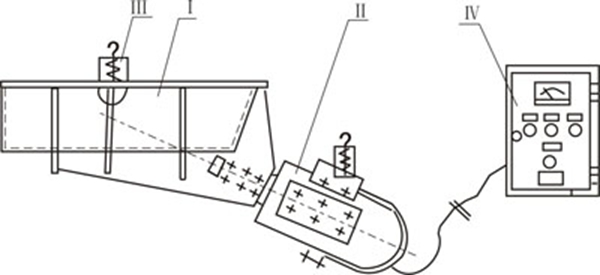
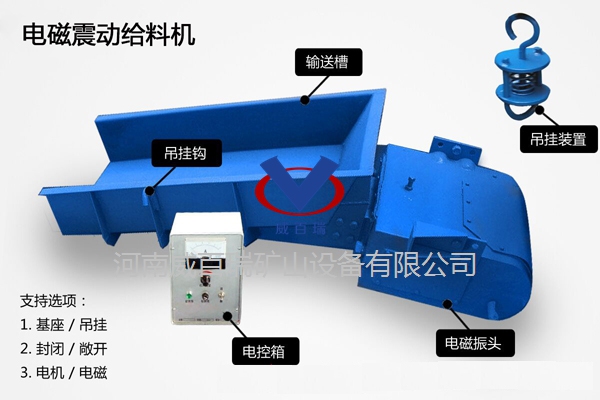
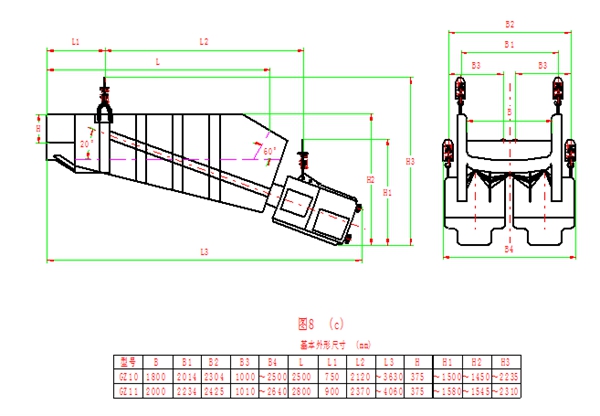
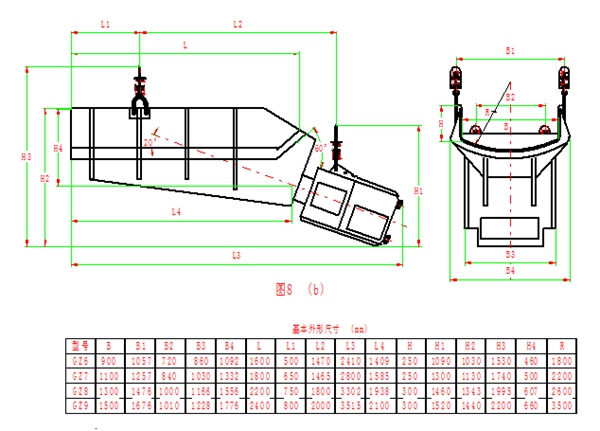
三、电磁振动给料机由以下部件构成(见图):
I、料槽;Ⅱ、电磁振动器;Ⅲ、减振器;Ⅳ、控制箱
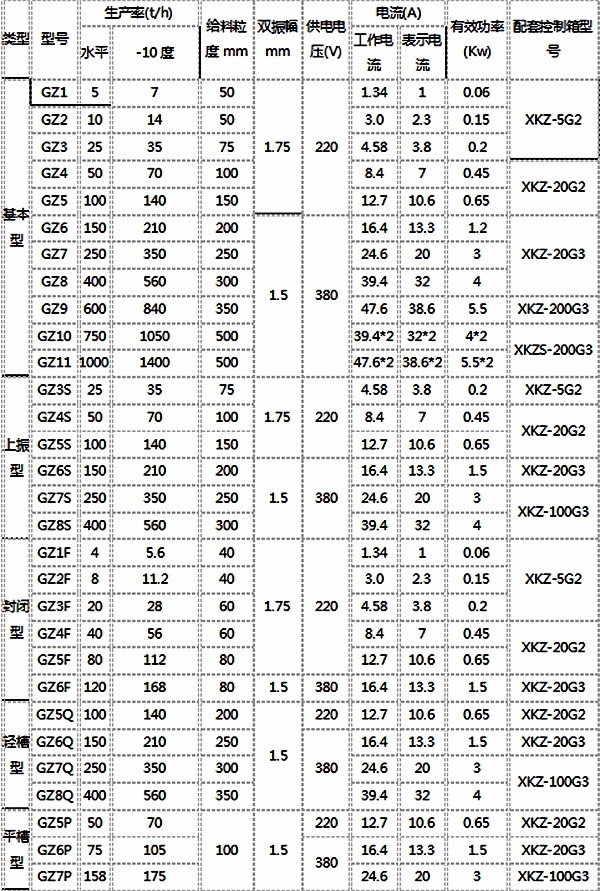
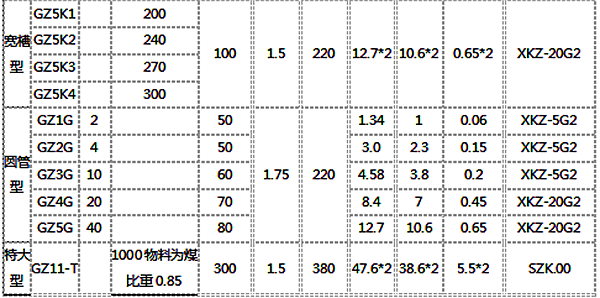
四、电磁振动给料机主要技术参数:
(一) 安装和调整:
1、安装:
(1)本系列电磁振动给料机均为悬挂式安装,其中振动器应垂直吊挂,为了减少给料机的横向摆动,给料槽应向外张开10°布置,四个悬挂吊杆应吊挂在具有足够钢度的结构上,对于大型给料机为了维修和更换料槽方便,应设置移动滑架。
(2)安装时一般不要拆卸安装,安装后的给料机周围应有一定的游动间隙,使其处于自由状态。
(3)安装后的给料机横向应水平,以免给给料机工作时物料向一侧偏移。
(4)严格按照电气原理图进行接线,并按*有关标准可靠接地。
(5)按装完毕的给料机在试运转前必须松开检修用的联接叉定位螺栓,然后用螺母锁紧,参看图5。
2、调整:
给料机出厂前已经调试,如果现场试车各项基本参数确实达不到设计要求时,还应进行一些必要地调试,其步骤如下:
(1) 调整铁心和衔铁之间的装配气隙:
GZ系列电磁振动给料机振动器的设计气隙为2毫米(即铁心和衔铁的装配间隙),如果装配间隙偏大,将会引起电流明显增大,以至烧毁线圈;相反,如果气隙偏小,铁心和衔铁将容易发生碰撞,造成铁心和衔铁损坏。本系列电磁振动给料机装配气隙是通过铁心凸耳的长孔(DZ1-DZ5)或其后部四个调整螺栓(DZ6-DZ9)来实现地。在调整气隙的同时,铁心和衔铁的两个工作面必须保持平行,调好后将调整螺栓锁紧。
(2) 弹性系统的调谐:
所谓的调谐就是调整系统的谐振指数,本系列电磁振动给料机的设计调谐值为0.9。如果系统调谐值低于0.9,电流达到额定值时振幅偏小,给料机的生产效率将降低;如果系统的调谐值高于0.9,特别是接近共振点时,调谐值继续升高容易达到超临界状态,也可能远离共振点,引起振幅下降,造成物料输送不稳定或降低给料机的生产效率,因此给料机必须进行反复细致地调整。
本系列电磁振动给料机的调谐是通过调整板弹簧组的片数来实现地。调谐时先拧紧板弹簧的*紧螺栓并松开装配用的连接叉定位螺栓(参看图5),然后接通电源,调节电位器旋钮,逐渐增加电流,同时观察振幅指示牌所示的振幅,如果电流达到额定值时振幅偏小,则应把板弹簧的*紧螺栓稍许放松,如果振幅增大,电流下降,说明板弹簧组刚度偏高,应适当减少板弹簧片数;反之,则说明板弹簧组刚度偏低,应适当增加板弹簧片数。如初次开车,电流达到额定值时振幅偏大并超过额定值,则说明板弹簧组刚度偏低,也应适当增加板弹簧片数。
如此反复调整,直至振幅和电流达到额定值为止(当振幅达到额定值电流略低于额定值即可)。
(二) 使用和维护
1、振幅的测量
振幅指示牌如图6(a)所示,其指示部分为直角三角形。指示牌被固定在槽体上,其直角边与振动方向垂直。当指示牌与槽体一起振动时,由于视觉暂留,直角边与斜边形成一个交点,其交点所对应的标尺即为被测槽体的双振幅值,如图所示。当双振幅为2毫米时交点应对应在标尺2处。
2、起动及停车
初次起动电磁振动给料机前,应先将电位器旋钮调至“*”位,接通电源后逐渐增大电流,以免发生意外。
本系列电磁振动给料机允许额定电压、电流、和负载直接启动与停车。
3、 试运转
电磁振动给料机出厂前已进行时间不少于四小时的空载试车,设备现场安装调整完毕后一般应进行短期试运转,试运转过程中振幅和电流应该稳定不变(电压波动除外)。
4、 生产效率调节
电磁振动给料机的生产效率调节通常采用如下两种方法:
(1)调节给料机的振幅:在额定振幅范围内,通过旋转控制箱上电位器旋钮或输入自动控制信号(需选用专用控制箱)可以直接调节振幅,从而无级地调节给料机的生产效率。
(2)调节料仓闸门的开度,改变料层厚度,也可以达到调节给料机生产效率的目的。
5、 运行维护
5、 给料机运行过程中必须定期(每班不少于两次)检查给料机振幅及电流的变化情况,如遇板弹簧*紧螺栓松动或板弹簧断裂,铁芯和衔铁之间气隙发生变化或撞击,必须立即处理。
6、 其他
振动器的密封罩必须盖好,以防板弹簧之间的气隙堵塞。运行中的其它故障产生原因及处理方法参见表 1:
表1 故障及处理方法
序号 | 故障现象 | 故障原因 | 处理方法 |
1 | 接通电源后不振动 | 保险损坏 | 更换保险 |
线圈短路或引出线断路 | 用仪表检查线圈电阻,处理短路或引出线 | ||
2 | 振动微弱,调整电位器反应小或不起作用,电流偏高 | 可控硅击穿 | 更换可控硅 |
气隙堵塞或板簧间隙堵塞 | 清除堵塞物 | ||
3 | 机器噪音大,调整电位器振幅反应不规则,有猛烈的撞击声 | 板弹簧断裂 | 更换新板弹簧 |
振动器与槽体连接螺栓断裂或松动 | 更换或拧紧螺栓 | ||
铁心和衔铁发生撞击 | 调整气隙到标准值(2mm) | ||
4 | 机器间歇工作或电流上下波动 | 线圈损坏 | 修理或更换线圈 |
5 | 空载试车正常,加载后振幅降低幅度偏大 | 料仓排料口设计不当,使料槽承受料柱压力太大 | 重新设计或改进料仓排料口以减小料柱压力 |
6 | 电流偏高,其它正常 | 可能是气隙太大 | 调整气隙到标准值(2mm) |
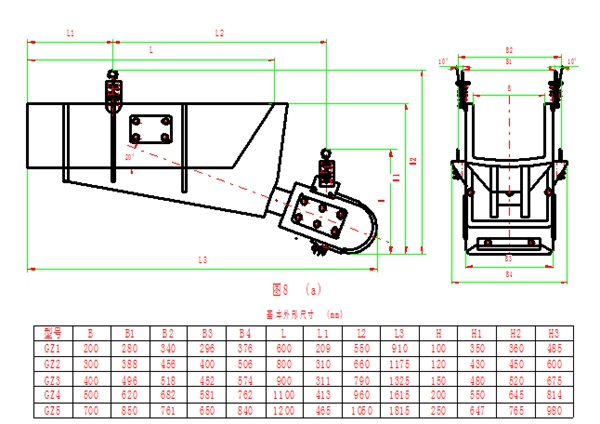
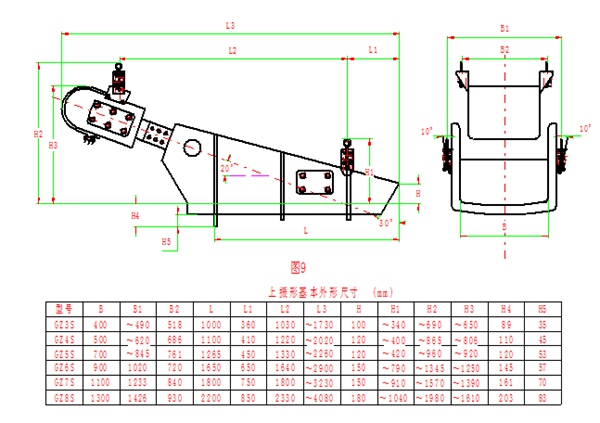
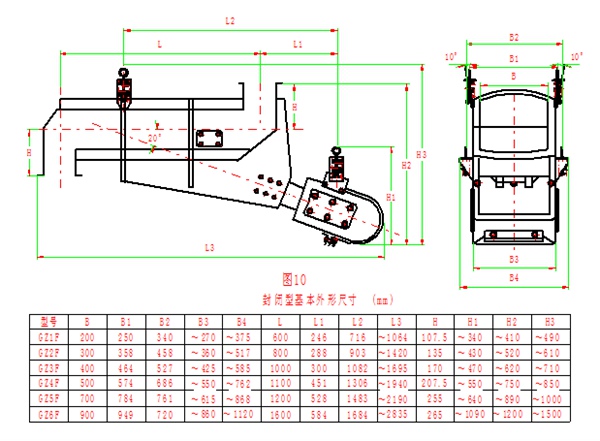
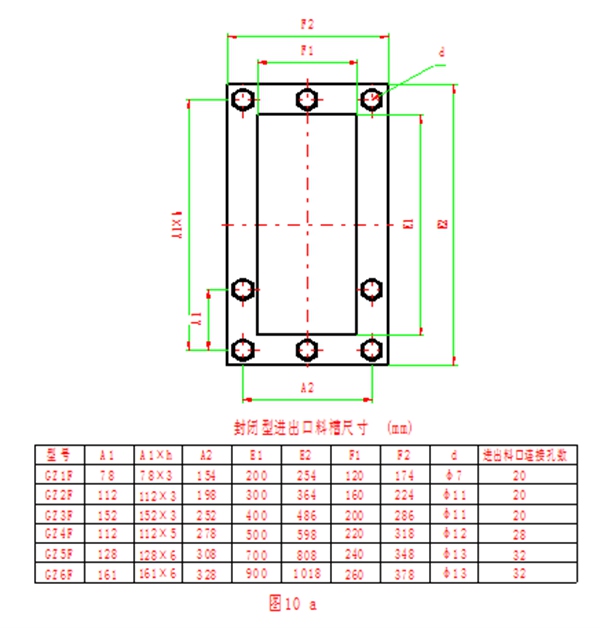
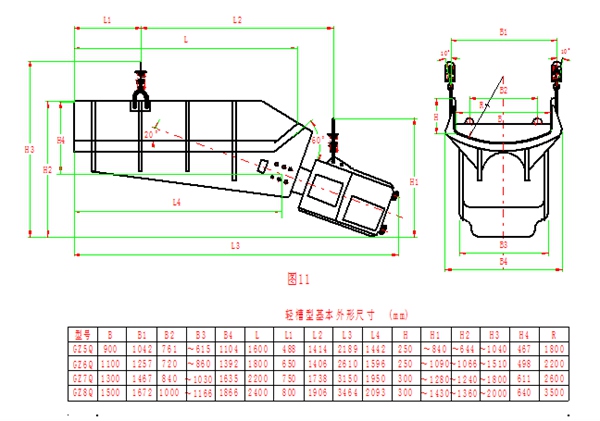
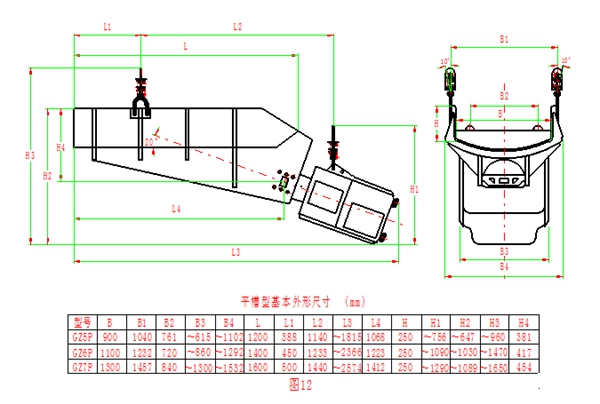
四、电磁振动给料机外形尺寸:
二、GZ系列电磁振动给料机电气控制说明
GZ系列电磁振动给料机采用XKZ系列控制装置,不同型号电磁给料机应配用响应型号的电控箱,配用方法见表2。
XKZ系列控制装置分为普通型和自动控制型两大系列。其中自动控制型系列产品又分为半自动型、自动型、智能型三种类别:
A、 普通型:应用于一般控制场合,通过手动调节给料量旋钮可无级改变电磁给料机的给料量以适应生产需要;
B、 半自动型:应用于远程控制场合,除具有手动调节功能外,还可以接受外部0-5V或1-5V电压信号,可以实现给料量的远程调节;
C、 自动型:应用于远程自动化控制场合,可以和DCS系统或PLC系统实现联网控制。
D、 智能型:应用于精密配料系统,可以和DCS系统或PLC系统实现联网控制。本控制装置能根据系统指定的目标值,同时采集电子皮带称数据进行
PID模糊运算,*终取得*佳控制量,以实现精密给料。
本厂生产的XKZ系列控制装置已经实现模块化、批量化,具有使用简单、故障少、维修方便之特点,并可替代其它同类产品。
1. 控制原理:
XKZ系列控制箱利用可控硅半波整流原理将输入的交流电转变为半波脉动直流电,通过控制可控硅的导通角来实现电压的调节,从而实现对电磁给料机的给料量无级调节。其控制原理见附图。
2.使用条件:
(1) 电源电压波动≤5%;
(2) 海拔高度≤1000米;
(3) 环境温度:-20℃~+40℃;
(4) 相对湿度:≤85%RH;
(5) 无导电尘埃及腐蚀、爆炸物的场所。
3.安装方法:
(1) 用膨胀螺栓固定在墙面上即可;
(2) 按*标准可靠接地;
(3) 严格按照电原理图接线,各种连线建议采用BVR或BV国标铜线,所选线径必须大于*标准,确保导线不发热为宜。
1. 操作方法:
(1) 合上电源开关,面板电源指示灯亮;
(2) 调节“给料量调节”旋钮,仔细观察电流表所示电流和给料机振幅(不宜超过额定电流和额定振幅),直至满足所需物料量;
(3) 长期不使用时,请务必关掉电源开关。
2. 注意事项:
(1) 电控柜必须可靠接地,否则可能危及人身安全;
(2) 如有电气故障,请勿带电修理。

























 豫公网安备 41071102000655号
豫公网安备 41071102000655号